
发布时间:2017-02-14 来源:水博网 浏览次数:0次
某纸厂以废纸为主要原料,采用浮选脱墨工艺生产文化用纸和生活用纸。该厂污水采用射流曝气改良式氧化沟工艺处理,于2011 年10 月通过国家环保部门验收。2012 年7 月系统发生污泥膨胀。活性污泥法虽广泛应用于生活污水和工业废水的处理,但污泥膨胀是一直困扰人们的难题。引起污泥膨胀的原因复杂多变,如温度过高、pH 偏低、溶解氧不足、营养元素失衡和负荷过低等〔1〕。笔者就该纸厂污泥膨胀的实例,分析了引起膨胀的几点原因,并对控制污泥膨胀提出了几项措施。
1 工艺概况
该纸厂生产能力可达300 t/d,全厂每日产生废水总量为10 000 m3,经系统处理后达标排放。设计进水和出水水质见表 1,工艺流程如图 1 所示。
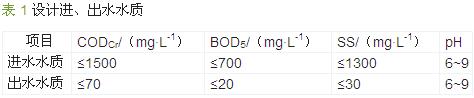
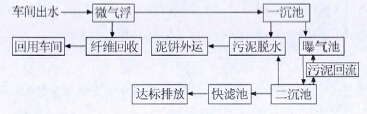
图 1 污水处理工艺流程
2污泥膨胀现象
曝气池内污泥颜色变深,产生大量泡沫,严重时泡沫高度可达1.5 m,覆盖整个池面。泡沫在阳光下带有彩色,并有一定黏性,带出大量活性污泥,曝气停止时液面有一层棕褐色浮渣。二沉池有细小污泥絮体不断外漂,出水水质恶化。从系统指标看SV30 最高达93%,MLSS 为3 100 mg/L,SVI 增至300 mL/g。在显微镜下观察整个视野大多数为丝状菌,菌胶团被丝状菌包裹,污泥很散不成团,钟虫和累枝虫等常见活性污泥类原生动物数量明显减少,草履虫和表壳虫等非活性污泥类原生动物明显增多。这些现象表明曝气池活性污泥发生丝状菌膨胀。
3 原因分析
3.1 温度
进入活性污泥系统的原水水温很重要,是提高系统处理效率的前提。因为污泥菌胶团中的微生物需要一个合适的温度环境,一般在15~35 ℃,当超过35 ℃时丝状菌的繁殖将大大高于菌胶团的繁殖速度和能力,从而易发生膨胀。由该厂的水温数据记录发现,进水水温一直在正常范围内,因此水温不是造成丝状菌膨胀的原因。
3.2 pH
pH 是系统的一个重要指标,当pH 出现波动时会直接影响污泥中微生物的正常生理活动,严重时会直接导致微生物死亡。污泥中菌胶团适宜的pH 范围为6~8,而丝状菌在4.5~6.5 就能较好地生长〔2〕。从记录来看,进水pH 一直在7.0~8.0 之间,所以pH 也不是引起膨胀的原因。
3.3 营养盐
废纸造纸产生的脱墨污水成分单一,缺乏微生物需要的N、P 等元素,所以系统运行时要向曝气池投加N、P 元素,投加比例为m(BOD)∶m(N)∶m(P)= 100∶5∶1。工程从调试运行开始一直按照比例投加营养盐,可见营养盐的投加不是引起污泥膨胀的原因。
3.4 溶解氧(DO)
对于氧的要求,丝状菌与菌胶团区别明显。菌胶团要求有较多的氧(至少在0.5 mg/L 以上),而丝状菌在微氧环境中也能很好地繁殖。该工程采用的曝气系统为供气式低压射流曝气,曝气效果良好。根据数据记录看曝气池的DO 一直在1.5~3.0 mg/L,处于良好状态,所以DO 不是引起膨胀的原因。
3.5 食微比(F/M)
污泥负荷(食微比)是指单位质量的活性污泥在单位时间内去除污染物的质量。在微生物代谢方面的含义就是F/M 比值,即kg BOD5/(kgMLSS·d)〔3〕。根据定义可知活性污泥的数量取决于进水有机物的浓度,有多少食物就可以养多少微生物,食微比过高或者过低都会对活性污泥造成不良影响。对于氧化沟工艺,食微比应控制在0.03~0.05 kg/(kg·d)。对最近两个月的数据进行抽样计算,发现最近一段时间 F/M 较低,见图 2。
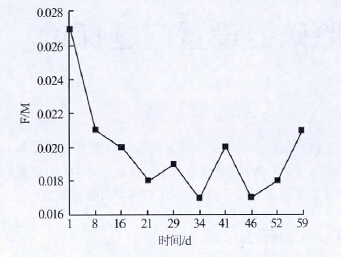
图 2 食微比变化情况
结合数据通过现场调查发现,该纸厂从5 月开始对某分厂进行整改,导致废水总量减少。而污水处理厂因排泥管道问题没有及时排放曝气池剩余污泥,污泥浓度过高。废水少、污泥浓度高导致了食微比长时间处于较低状态,从而引发此次污泥膨胀。
3.6 泡沫
泡沫是水体黏度增高所导致的,导致黏度升高的原因主要有水体有机物含量过高、曝气池污泥老化、丝状菌膨胀和进水富含洗涤剂或表面活性剂等。结合数据记录来看,进曝气池的污水有机物浓度一直在正常范围内。丝状菌膨胀导致泡沫没有疑问,但根据泡沫的表观分析(一定的黏性和在阳光下带有彩色)还有其他原因。经过现场各环节调查发现,在微气浮处理阶段需加入一定量的PAM,由于最近一段时间废水量减少,导致水中剩余的PAM 增多;PAM 是一种线型高分子聚合物,进入曝气池后经过曝气剪切大分子被打断形成大量泡沫。因此丝状菌膨胀和气浮投加PAM 过量共同导致了泡沫问题,而大量泡沫又加剧了污泥丝状菌膨胀。
4 解决措施及效果
分析此次污泥膨胀的原因后,自7 月3 日起采取以下措施。
(1)对气浮设备做相应调整,调整气浮溶气压力以减小气浮溶气水中的溶气量,在现场做小样,根据实验结果调整加药流量,减小气浮加PAM 量。
(2)因为泡沫问题比较常见,从长远考虑在曝气池边缘一圈安装喷水喷头,喷水能及时有效地减少泡沫,保证曝气效果,防止活性污泥流失,从而保证系统的正常运行。
(3)增加生产线提高废水总量,加大曝气池剩余污泥的排放量,根据该系统目前的情况将MLSS 保持在2 000 mg/L 左右即可,从而提高食微比。增大污泥的回流比,减少污泥在二沉池的停留时间,避免丝状菌的环境优势增殖。
(4)按比例加入工业淀粉。淀粉能起到很好的絮凝效果,而且淀粉是微生物很好的碳源,这样在增加污泥沉降效果的同时又提高了食微比,可以快速有效地抑制膨胀,改善污泥状况,但成本较高。
采取以上措施一段时间后,进曝气池的污水黏度减小,曝气池内泡沫明显减少,不再覆盖整个池面,MLSS 降低,污泥沉降性能变好,二沉池出水明显改善,污泥膨胀基本得到控制。截至7 月20 日, MLSS 为2 100 mg/L,二沉池出水COD 下降到60 mg/L 左右。图 3 为7 月5 日到7 月20 日的SVI 和F/M 变化情况。
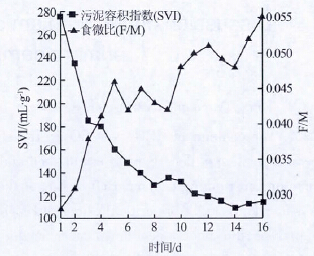
图 3 SVI 和F/M 的变化情况
5 结语
引起污泥膨胀的原因比较复杂和多样化。此次膨胀情况比较特殊,笔者认为食微比过低和过量 PAM 引起的泡沫引发和加剧了此次污泥膨胀。建议污水厂相关人员要灵活掌握相关指标的含义,根据实际情况作出及时调整,才能保证系统的正常运行。
上一篇: 注射液医疗废水如何处理
